
最新技術開発事例
最新技術開発事例について
半導体産業では性能向上に必要な微細化の限界を補うために3D実装に代表される次世代パッケージング技術が開発されています。
当事業部のスプレーコーティングについてもこのトレンドに関連して様々な最新の技術開発事例があります。

TGV(スルーガラスビア)貫通孔の側壁コーティング
液剤がノズルから霧化されて吐出し、微細なサイズ・最適なスピード・揮発性などを有するミストになるように調整を行い、基板の表面と側壁に塗布します。
コーティング条件の最適化と独自開発技術により側壁コーティングを実現しました。
TGV貫通孔テスト基板
当事業部では、TGV貫通孔を設けたテスト基板を作製しています。
このテスト基板を用いて側壁コーティング技術を開発しました。
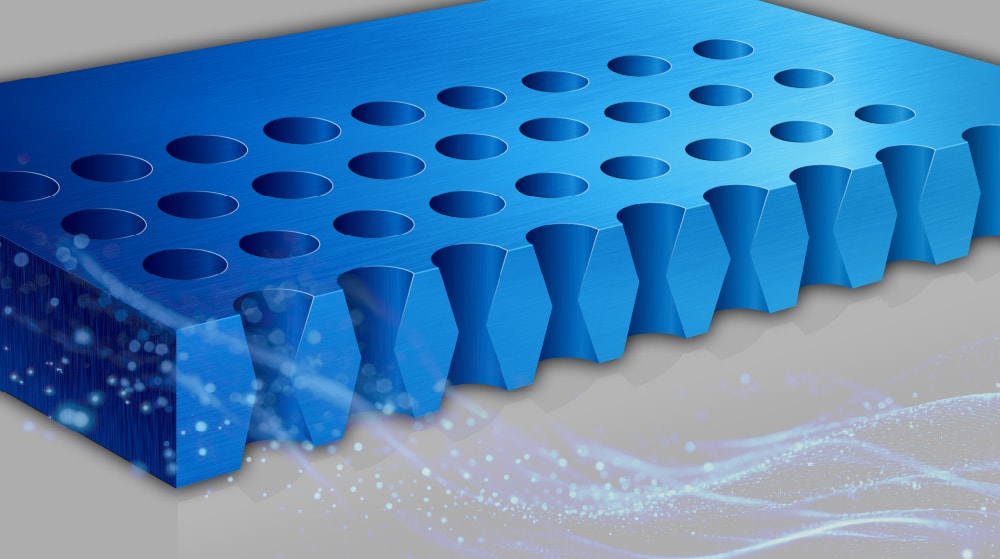
TGVテスト基板は、例えば[図1]のような貫通孔が一定のピッチで並んでいる構成となっています。
![[図1]TGVテスト基板の構造図。直径φ約60μm・ピッチ約300μmの貫通孔が、厚さ約300μmの基板に一定間隔で並んでいる様子。](img/img_technology_03.gif)
側壁コーティング
コーティング条件の最適化と独自開発技術により側壁コーティングを実現しました。
[図2]は、側壁へのスプレーコーティングの模式図です。
液剤がノズルから霧化されて吐出し、微細なサイズ、最適なスピード、揮発性などを有するミストになるように調整を行い、基板の表面と側面に塗布します。
![[図2]側壁コーティングの模式図。左:スプレーコーティング模式図(ノズルから霧化したミストが貫通孔に吐出される様子)、右:側壁コーティング模式図(貫通孔の側壁にコーティングが施された状態)。](img/img_technology_04.gif)
側壁コーティング観察方法
TGVテスト基板は、透明ガラスで形成されており、液剤も透明であると側壁のコーティングの有無を確認することは困難です。
当事業部では、貫通孔の側壁コーティングの有無を確認するため、液剤に黒色染料を混ぜてスプレーコーティングを行っています。
なお、観察方法としては、[図3]のように貫通孔近くでTGVテスト基板を割断し、割断面を精密研磨して観察サンプルを作製しています。
この観察サンプルを[写真1]のように垂直に立ててマイクロスコープで観察し、黒色染料による側壁コーティングを確認しています。
![[写真1]マイクロスコープでの観察例。観察サンプルを垂直に立ててマイクロスコープで観察している様子。](img/img_technology_06.jpg)
![[図3]TGVテスト基板の観察サンプル作製方法を示した図。貫通孔近くで基板を割断し、割断面を精密研磨してマイクロスコープ観察方面とする様子。](img/img_technology_05.gif)
側壁コーティング実施例
マイクロスコープによる観察で「黒色染料なし」と「黒色染料あり」の場合の側壁コーティングを[写真2・3]に示します。
黒色染料を混ぜて塗布することで側壁コーティングを確認しました。
![[写真2]黒色染料なしの場合の側壁コーティングのマイクロスコープ観察画像。貫通孔の側壁が透明で確認しづらい様子。](img/img_technology_07.jpg)
![[写真3]黒色染料ありの場合の側壁コーティングのマイクロスコープ観察画像。貫通孔の側壁が黒く染まり、コーティングが確認できる様子。](img/img_technology_08.jpg)
上記の側壁コーティングにより液剤としてプライマーを塗布した後、銅メッキを実施した例を[写真4]に示します。
TGV基板の貫通孔への良好な銅メッキを行うことができました。
![[写真4]TGV基板貫通孔への銅メッキ実施例](img/img_technology_09.jpg)
PLP(パネルレベルパッケージング)への応用
近年の半導体の高機能化に伴うチップサイズの拡大と高集積化によるパッケージあたりのチップ数の増加により新たなパッケージング技術が求められています。
PLPはガラスなどの大型角型パネルを用いて半導体チップを一括で集積する次世代パッケージング技術として大変注目されております。
PLPには大型のガラスインターポーザ―が用いられます。
ガラスインターポーザー
インターポーザ―は半導体パッケージング技術において複数の半導体チップを接続するための中間基板であり、チップ間の配線距離を短縮し、高密度な接続と高速データ伝送を可能にする役割があります。
従来の直径φ300mmSiウェハから製造されるシリコンインターポーザー(WLP:ウェハレベルパッケージング)では大型化と生産性に課題があり、ガラスインターポーザ―への移行が検討されております。
![[図4]円形のウェハから大型角型パネルへの移行を示す図](img/img_technology_11.gif)
WLPとPLPの比較
直径φ300mmウェハと300mm角ガラスの比較では、チップレット(多チップ集積基板)のサイズが80mm角の場合、ウェハの場合は6個ですが、ガラスでは、9個となります。
| チップレット 基板サイズ(mm) |
PLP(パネルレベルパッケージ) 取れ数/面積利用率 |
WLP(ウェハレベルパッケージ) 取れ数/面積利用率 |
|---|---|---|
| 60 × 60 | 16個/64% | 12個/61% |
| 80 × 80 | 9個/64% | 6個/54% |
![[図5]PLPとWLPのチップレット取れ数比較図](img/img_technology_12.png)
PLPにおける精密スプレーコートの可能性
当事業部の精密スプレーコート技術は大面積への均一な平坦膜形成の他、塗布対象面の微細凹凸への追従、Via内壁への被膜形成など、多くの課題をクリアしてきました。
ダイコート(スリットコート)の弱点であるスジムラも発生しません。
[図6]のような段差部の微細な凹凸への追従が要求される再配線層の絶縁層形成としてポリイミドのスプレーコーティングが用いられています。
再配線層のコンタクト部での段差を埋めるため、スプレーコーティングによって第1層PI(ポリイミド)絶縁層が形成されます。
その後、メッキ等によるRDL(再配線)層形成後の段差を埋めるためにスプレーコーティングによる第2層PI絶縁層が形成されます。
当事業部の精密スプレーコーティングによる被膜形成技術はガラスインターポーザ―の製造工程における、TGV(Through-Glass Via)のメタライゼーションへの適用も可能であり、既に多くのお客さまで検討が進められ、いずれも高い評価を得ております。
![[図6]PLPにおける再配線層形成プロセスの工程図](img/img_technology_13.gif)
低温シリカガラスコーティング
半導体・MEMS分野では、保護や絶縁を目的として用いられるパシベーション膜としてシリカガラス(酸化シリコン)膜が使われてきました。
スプレーコーティングでもピンホールがなく、絶縁耐圧の高いシリカガラス膜を低温で成膜する技術開発が継続されています。
当社スプレーヘッドの特長
シリカ系コーティング剤は、酸素、水分との反応性が高いため、スプレーヘッド内の微小なすき間や空間で酸素や水分と反応して微細なシリカ膜やシリカ粒子が発生し、コーティング条件を不安定にする要因となります。
また、シリカ系コーティング剤に用いられる有機溶剤は、プラスチックや合成ゴムへの溶解性が高いため、気密性と摺動性を維持するためのOリングや配管部品を劣化させます。
当社スプレーヘッドは、気密性及び摺動性について高い耐久性を有する構造設計及び材料選択を行っているため、競合するスプレーコーティング装置のスプレーヘッドとは一線を画す性能を有しています。
低温シリカコーティングの例
当社では、太陽光発電パネルのパシベーション層への低温シリカコーティング技術を開発しました。
[図7]のように凹凸があり、矩形の基板へのシリカ剤コーティングでは、スピンコーティングよりもスプレーコーティングが適しています。
当社のスプレーヘッドを用いれば、酸素や水分との反応性が高いシリカ系コーティング剤でも成膜ばらつきや再現性を維持して量産レベルのコーティングが可能です。
![[図7]低温シリカコーティングの工程図](img/img_technology_15.gif)